
لیست قیمت کرپی یوبولت|بست لوله
کرپی یکی از مهمترین اجزاییست که برای حمایت از انواع لولههای فولادی در صنایع مختلف استفاده میشود. مهم نیست که آیا این لولهها برای انتقال و راهاندازی کابلهای برق یا برای انتقال مایعات در سیستم لولهکشی به کار گرفته میشوند، همه آنها به اتصالات کرپی لوله نیاز دارند، تا در مسیر خود بهطور کامل ثابت و پایدار باشند. این اتصالات گاهی به نام “یوبولت” هم شناخته میشوند که نامگذاری آن به دلیل شباهت ساختارش به یک حرف U است.با توجه به ساختار بسیار قوی و مقاومی که اتصالات کرپی یا یوبولت ها دارند، میتوانید امنیت شبکه لولهکشی را افزایش داده و بدون محدودیت، لولهها را در مسیرهای مختلف هدایت کنید.

لیست قیمت کرپی
سایز: (“1/2 اینچ”20)(M6 تا M30)
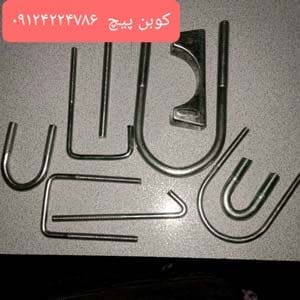
انواع یوبولت : لوله -تخت – ایرانتی -زد-عصایی
کرپی چیست؟
کرپی یا U-BOLT، یکی از پیچهای پرکاربرد در صنعت ساختمانسازی و شبکههای گستردهی لولهکشی است. کرپی ها پیچ های دو سر رزوه ای هستندکه خم شده اند. نام “کرپی” از زبان آذری به معنای “پل” گرفته شده است. این محصولات به خاطر شباهتشان به حرف U با نام U-BOLT نیز شناخته میشوند.
این محصولات برای ساپورت، حمایت و افزایش کیفیت اتصال لوله بر روی سطوح فلزی به کار میروند، به ویژه برای لولههای انتقال نفت و گاز در شبکههای گستردهی لولهکشیبست های کرپی اتصالاتی مهم و ایمن در شبکههای لولهکشی فولادیبست کرپی به دلیل طراحی کاملاً مهندسی شدهی خود، قادر است در طولانیمدت اتصالاتی ایمن، پایدار و قوی را برای انواع لولههای فولادی فراهم کند.
همانطور که میدانید، ساخت شبکههای گستردهی لولهکشی به استفاده از انواع اتصالات سازهای وابسته است.بست های کرپی به دلیل عملکرد بینظیر خود، نقش تکیهگاهی برای لولهها ایفا میکنند. اتصال این بست ها بسیار آسان است و میتوانند به صورت گسترده و سریع بر روی سازهها و لولهها نصب شوند.
تولید و پخش کرپی یوبولت (کرپی سازی)
ساخت با به روز ترین دستگاه ها، توسط باتجربه ترین افراد. ساخت طبق نقشه با انواع آلیاژ در سایزهای مختلف
از سایز ( M6 تا M30 ) ( “1/2 تا “20 )
انواع یوبولت (کرپی لوله) -کرپی تخت( آنتنی)- ایرانتی – زد – عصایی و …
سایزبندی مختلف بست کرپی
با توجه به انواع مختلف سایزبندی لولههای فولادی، ضروری است از بستهای کرپی با سایز مناسب استفاده کنید. این بستها، با وجود واشرهای تثبیت کننده، قادرند به پشتیبانی از چند لوله با ابعاد مختلف بپردازند. اما در صورتی که لولهها قطر خاصی را تجاوز کنند، نیاز به تعویض بستها برای پشتیبانی از لولههای بزرگتر و سنگینتر پدید میآید.
هنگام اندازهگیری کرِپیها، عواملی مانند: طول رزوه، عرض داخلی، طول داخلی و اندازه رزوه مورد توجه قرار میگیرند. این بست ها در اندازههای مختلفی وجود دارند و میتوانند لولههایی با عرض 1/4 اینچ تا 30 اینچ را نگه دارند. معمولاً، سایزبندی بستهای کرپی برای ابعاد 1⁄2 اینچ تا ۲۴ اینچ ارائه میشود، البته این ابعاد ممکن است برای موارد خاصی بیشتر باشند.
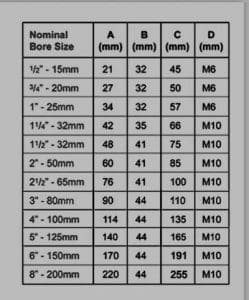
جدول سایز بندی استاندارد کرپی ها – اندازه داخلی کرپی U بر اساس سایز لوله
اندازه و سایز داخلی یوبولت ها به دلیل استفاده بیشتر از آنها جهت اتصال لوله ها، به همین دلیل اندازه و سایز بندی کرپی ها بر اساس لوله ها انجام می شود. این اندازه و سایز بندی (اندازه داخلی ) یوبولت ها بر اساس قطر بیرونی لوله ها از سایز( “1/2 اینچ تا “20) ساخته میشود.

ویژگی ها و مشخصات کرپی ها
کرپی یا یوبولت ها(UBolt) به عنوان یک مهارکننده فلزی، ساختار منحصر به فردی دارد و میتواند در شرایط سخت، انواع لولههای فولادی را در حالت ثابت نگه دارد. این اتصالات از مفتول فولادی به شکل U ساخته شدهاند که در هر دو انتها رزوههای ممتد دارند.
در انتهای بست کرپی، معمولاً از دو مهره و دو واشر تخت استفاده میشود که شاخههای بست را به یکدیگر متصل میکنند. قسمت بالایی این اتصالات اغلب به صورت انحنادار و نیمه دایرهای طراحی میشود تا بتوانند بهترین حالت روی لولهها سوار شوند.
این اتصالات وزن فوقالعاده بالایی دارند و در صورت محکم بودن پایه اتصال سازه، میتوانند فشار بالایی را تحمل کنند. پس از اتصال، لولهها به شکل پایدار در وضعیت اولیه خود باقی میمانند و دچار لغزش یا حرکت نمیشوند.
مواد و متریال کرپی
کرپی بر اساس سایز لولهها ساخته میشود و میتواند انواع لولههای با اندازههای مختلف را پشتیبانی کند. در زمینه کرپی لوله، آلیاژهای فولاد یا استیل بهعنوان اولین متریالهای استفاده شده معمولاً انتخاب میشوند. آلیاژهای فولادی بهعنوان یکی از مقاومترین فلزات برای ساخت قطعات اتصال دهنده در پروژههای لولهکشی شناخته شدهاند.
استفاده از موادی مانند استیل، فولاد کربن و استنلس استیل، قدرت و مقاومت بیشتری به این اتصالات میبخشد. ساختار پرکربن این آلیاژها باعث مقاومت آنها در برابر نیروها و فشارهای محیطی میشود.
با اینکه ضخامتکرپی ها کنترل شده است، اما به دلیل چگالی بالا، در معرض خمشدگی، شکست، و تغییر شکل ساختاری نمیباشند. این مزیت مهم بخصوص زمانی که این بستها برای مدت طولانی در شبکه لولهکشی بهطور مداوم تحت فشار و وزن قرار میگیرند، به چشم میخورد.
کرپی گالوانیزه
یکی از روشهای مقاومسازی آلیاژهای فلزی، استفاده از پوششهای گالوانیزه است که به طور خاص بر روی قطعات اتصالی، مانند کرپی لوله، استفاده میشود. فرایند گالوانیزاسیون، استحکام بست کرپی را چندین برابر میکند. در این فرآیند، بست کرپی وارد یک حمام زینک مذاب میشود تا سطوح آنها به طور کامل پوشیده شوند و روزنه های ریز سطحی فولاد هم ترمیم شود، و آن را در برابر رطوبت و عوامل محیطی محافظت میکند.

کاربرد کرپی ها
کرپی لوله یکی از قطعات پرکاربرد برای پشتیبانی از انواع لولههای فولادی در حوزه های کاری مختلف می باشد. برای آنکه لوله های فولادی انتقال سیالات مختلف در شبکه لوله کشی در مسیر خود کاملاً مستحکم شده و پایدار باقی بمانند نیاز به کرپی لوله دارند.
از کاربردهای کرپی میتوان به تثبیت و پایداری لوله های انتقال و مسیریابی کابل های برق و در سیستمهای لولهکشی برای حمایت و پشتیبانی از تجهیزات پایپینگ اشاره کرد. این اتصالات همچنین در ماشینآلات سنگین و خودروها به عنوان قطعات نگهدارنده فنرهای تخت استفاده میشوند.
اتصالات رزوه ای و یوبولت ها
یکی از انواع اتصالات که بیشترین کاربرد را در صنایع گوناگون دارند پیچ و مهره ها و اتصالات رزوه ای میباشند،که نباید اهمیت انهارا کمتر از جوشکاری دانست. در صنعت از نظر هندسی و ابعادی 125نوع رزوه وجود دارد که به طور معمول در صنایع مختلف نظیر: فولاد،معدن،نفت،گاز،پتروشیمی،حمل و نقل و راهسازی،سازه های فلزی،تجهیزات و ماشین آلات گوناگون به کار می روند.
UBOLT – کرپی یو
واژه ( BOLT ) بولت واژه عامی است که به همه اتصال دهنده های رزه دار مانند پیچ های دو سره رزوه ، یو بولت ، بدون گل (آچار گیر) یا تمام رزه(STUD BOLT )،و نیز پیچ های خودکار (MACHINE SCOREWS) گفته میشود. در میان انواع این بولت ها یکی از پر کاربرد ترین از آنها وجود دارد که یوبولت نام دارد.
استفاده از کرپی یوها و اتصالات رزوه ای یکی از عمده و پرمصرف ترین روش های اتصال است .که در انواع صنایع مختلف همچون : فولاد-پتروشیمی-معدن-نفت-گاز-سازه های فلزی-قفسه بندی پروش قارچ تجهیزات .و ماشین آلات گوناگون کاربردهای زیادی را دارند. و براساس آلیاژ مورد نظر -ابعاد گوناگون -طراحی-پوشش دهی-عملیات حرارتی-و… میتوان ساخت.
- انتخاب ضخامت رزوه در یوبولت ها بسته به میزان فشار – مقاومت و سایز لوله از ضخامت 6 تا 30 میلیمتر متغیر میباشد .
- شناخت و معرفی کرپی یوبولت ها بر اساس ضخامت رزوه – اندازه دهانه داخلی – نوع آلیاز میلگرد – ارتفاع و پوشش یوبولت انجام میشود.
- نوع آلیاژ و پوشش در یوبولت ها انواع مختلفی دارد و بر اساس کاربردی که دارند از انواع آلیاژ های ( 5.8 – 8.8 – 10.9 – استیل 316 – استیل 304 ) مختلف ساخته میشوند و براساس شرایط جوی با انواع پوشش های ( گالوانیزه سرد -گالوانیزه گرم -داکرومات و … ) روکش میشوند.
دلایل استفاده ار اتصالات رزوه ای چیست؟
- انتخاب و نوع اتصال یک کرپی یوبولت و قطعات رزوه دار در یک سازه
- آگاهی از انواع اتصال و دانستن فواید
- کم هزینه بودن اجرا و نصب .
- سرعت نصب و مونتاژ بالا .
- امکان باز کردن دوباره سازه و نقطه اتصال و استفاده مجدد .از کرپی های نصب شده.
- نصب راحت و آسان.
- از میان بردن تجهیزات جوشکاری و بسیار مزایا و فواید دیگری را دارد .
تولید رزوه کرپی یوبولت
رزوه کرپی ها را میتوان به 2 روش تولید نمود .
- روش ماشین تراش
- روش نورد
روش اول ( ماشین تراش )
اولین روش ماشین کاری (تراش کاری) میباشد. دراین روش ،رزوه هایی را به وسیله تراشکاری روی میلگرد کرپی قبل از خم شدن ایجاد می کنیم. در این روش قطر خارجی رزوه های تراش داده شده دقیقا برابر با قطر ساق کرپی میباشد.
مزایای تولید با این روش : نامحدود بودن ساخت نسبت به قطر و طول محصول و اجرای تمامی مشخصات فنی مورد نیاز اشاده کرد.
معایب تولید با این روش : هزینه زیاد ، زمان زیاد ساخت رزوه و کاهش استحکام میکانیکی به دلیل پارگی الیاف و مرزهای دانه ها اشاره نمود.
روش دوم ( نورد)
دومین روش (نورد) می باشد. در این روش به جای تراش و حذف قسمت هایی از میل گرد اولیه ،رزوه ها توسط فرآیند اکستروژن ایجاد می شود. مقطع پیچ نیم رزوه و یا کرپی یو بولت قبل از رزوه شدن دارای دو قطر متفاوت است. قسمتی که قرار است رزوه شود دارای قطری کمنر بوده که پس از رزوه شدن ،به دلیل انبساط شعاعی دارای قطری برابر ساق (shank) می گردد.
ولی پیچ تمام رزوه نیازی به داشتن دو مقطع قبل از رزوه زنی ندارد. ضعیف ترین منطقه رزوه نسبت به نیروهای مکانیکی ،قطر کوچک (minor)است. چون این مقدار در هر دو روش تولید برابر می باشد. از نظر مقاومت یکسانند . از طرفی،کار سرد بر روی آلیاژ پیچ در روش نورد، موجب افزایش فشردگی و استحکام رزوه ها می شود.

تولید کرپی لوله
فرآیند تولید کرپی U معمولاً شامل برش، خم کردن، رزوه کاری وگالوانیزاسیون است.
- ابتدا، میلگردها با ابعاد مشخص برش و دو سر میلگردها بصورت پیچ دو سر رزوه ، رزوه داده می شوند.
- سپس، با استفاده از یک دستگاه خمکن پیچ های دو سر رزوه ، به شکل U خم میشوند.
- در نهایت، برای مقاومت در برابر خوردگی، کرپی ها گالوانیزه می شوند.
فروش انواع کرپی
عوامل کلیدی مورد توجه هنگام انتخاب کرپیهای یو شامل هدف، ابعاد، هزینه، راحتی، مواد و پوشش است. نصب کرپیها بسیار ساده است و با قرار دادن آنها دور از شیءی که قرار است بسته شود و فشردن مهرهها در هر دو طرف، میتوان آنها را نصب کرد. برای خرید بهترین اتصالات بست کرپی، باید به عواملی مانند جنس، طراحی، ارتفاع، فاصله بین شاخهها و قطر توجه کرد.


