سفت کردن پیچ ها _ محاسبه گشتاورد برای سفت کردن پیچ ها
اساساً هر اتصالی به پیش تنیده شدن یا به اصطلاح ترک خوردن نیاز ندارد؛ معمولاً یک اتصال یا اتکایی است یا اصطکاکی.
اتصالات اتکایی نیروهای برشی میتوانند حضور داشته باشند و طراح با محاسبه و اتصال آنالیز نیروهای محوری و جانبی قطر و کلاس مقاومتی مطلوب را انتخاب میکند؛ پس دچار لغزش در مقیاس میکروسکوپی خواهد بود بنابراین میتوان از تمامی گریدها استفاده نمود. ولی معمولاً کلاس 8.8 و پایین تر به کار میرود زیرا با افزایش سختی پیچ، مقاومت به
نیروهای برشی کاسته میشود ،پس پیچ کلاس 10.9 به علت سختی زیاد مناسب نیست در اتصال اصطکاکی قرار است فقط بارهای محوری موجود باشد بنابراین باید با پیش تنیدن پیچ و ایجاد اصطکاک ،زیاد از لقی اتصال و نیز خستگی پیچ و مهره جلوگیری نمود.
پیچ کرپی چیست؟ اتصالات رزوه ای و یوبولت ها
گشتاورد لازم برای محکم نمودن پیچ های متریک
معمولاً در این نوع اتصال از پیچهای 10.9 ، 12.9 و یا A490 استفاده میشود. ولی بسته به حداکثر نیروی محوری که قرار است به اتصال اعمال گردد میتوان پیچ 8.8 و یا معادل آن یعنی A325 را به کار برد در صورتی که باری بیش از ۶۰۰ مگاپاسکال معادل پروف یا تنش تسلیم پیچ به اتصال وارد نگردد.
جدول زیر ، گشتاور لازم (Torque) را برای قطرها و کلاس های مقاومتی مختلف پیچهای متریک ( با سطح رزوههای تمیز و روانکاری شده ) توصیه مینماید.

توجه: برای مقادیر Torque ، استانداردی وجود ،نداشته بلکه تجربی بوده و با توجه به عواملی مانند ضریب اصطکاک پروفیل رزوه ها نوع پوشش و درصد استحکام تسلیم نسبی به دست می آید.
باید به خاطر داشت که با اعمال گشتاور مناسب که همان Preload است، میتوان اصطکاک را در اتصال افزایش، و احتمال کاهش Clamp Force را کاهش داد؛ در نتیجه خطر لقی و خستگی کم می گردد.
روش های پیش تنیده کردن اتصالات
- الف: اعمال کنترل شده گشتاور (Torque control tightening)
- ب: کنترل زاویه ای (Angle control tightening)
- ج: کنترل نقطه تسلیم Yield Control/Joint Control Method
- د: اعمال گشتاور با دستگاه هوای فشرده یا هیدرولیک (Bolt stretch method)
- هـ: فراصوتی (کش آمدگی) (Ultrasonic)
- و: كنترل حرارتی (Heat tightening)
- ز: واشر و فیلر (Tension indicating method) (DTI)
- ح: کنترل گشتاور هوشمند (Smart bolt method)
پیش تنیده کردن اتصالات Pre (tensioning) تا نقطه Decompression (یعنی کمی پایین تر از نقطه تسلیم) با یکی از روشهای زیر صورت میگیرد:
الف: اعمال کنترل شده گشتاور (Torque control tightening)
در این ،روش از آچاری استفاده میشود که با مقدار ممان ،مورد نیاز تنظیم شده و پس از محکم نمودن اتصال به وسیله همین آچار و رسیدن به عدد مذکور، هرز کار میکند.
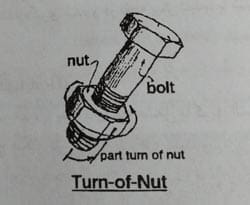
ب: کنترل زاویه ای (Angle control tightening)
در این روش پس از محکم نمودن مهره با دست باید در یک نقطه پیچ و مهره را به طور همراستا علامتگذاری کرد (Snugging).
مقدار زاویه ای که باید مهره را با آچار دوران داد تا به نیروی Preload ،برسد بسته به قطر و متفاوت است و نصاب نیز باید جدول آنرا در اختیار داشته باشد تا طبق آن طول و گرید پیچ اتصالات را پیش تنیده نماید.
این روش، به ۲ نفر نیاز دارد تا یکی از آن دو از چرخیدن پیچ جلوگیری نماید.
کرپی U یا یوبولت چیست؟
نوعی بولت دو سر رزوه که به شکل یو (U) میباشد و از وسط خم و حالت داده شده است، را کرپی می نامند. وظیفه اصلی و دلیل تولید و ساخته شدن این نوع از کرپی و یوبولت ها و اتصالات، مهار یا فیکس کردن لوله های مانند: (آب – گاز – نفت – پتروشیمی – فنس ) جهت جلوگیری از ارتعاشات و یا جابجایی میباشد.
امروزه ازکرپی یوبولت ها می توان برای اتصال طناب – سیم بکسل (بست سیم بکسل -کلیپس) مهار گارد ریل و سازه های لوله ای و یا صنایع خودرو سازی نیز استفاده میشود.درباره کرپی و یوبولت ها بیشتر بدانید. لیست قیمت کرپی یوبولت|بست لوله
کنترل نقطه تسلیم Yield Control/Joint Control Method
توسط دستگاهی ،الکترونیکی نرخ گشتاور اعمال شده کنترل میگردد و به محض تغییر ،شدید دستگاه تشخیص میدهد که اتصال به حد پیش تنیده رسیده و در نتیجه عملکرد آچار را متوقف مینماید.
اعمال گشتاور با دستگاه هوای فشرده یا هیدرولیک (Bolt stretch method)
این روش برای قطرهای بالاتر از ۲۰ میلیمتر به کار میرود. در واقع استوانه ای میان تهی روی مهره سوار شده و بر رزوه هایی که از مهره بیرون زدهاند کشنده ای نصب میشود.
اعمال نیروی هیدرولیک از پیستون به کشنده موجب میشود پیچاندکی طویل شده و مهره با آچار دستی محکم می.گردد عیب این ،روش دشواری باز نمودن مهرۀ زنگ زده سپس است.
فراصوتی (کش آمدگی) (Ultrasonic)
در این روش با اتصال حسگر دستگاه فراصوت به گل پیچ و اعمال گشتاور به مهره توسط آچار ،معمولی میزان گشتاور اندازه گیری شده و در نقطه پیش تنیده با شنیدن صدای بیپ عمل متوقف میگردد.
كنترل حرارتی (Heat tightening)
پس از درگیر کردن مختصر مهره با پیچ به وسیله مشعل یا کویل المنتی به پیچه خیلی بزرگ حرارت داده شده و پیچ هنگام سرد شدن منقبض شده و نیرویی از طرف Material Joint به آن اعمال میگردد این نیرو همان Preload است. مقدار حرارت توسط سازنده
مشخص میشود.
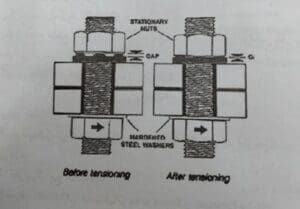
واشر و فیلر (Tension indicating method) (DTI)
واشرهایی که قرار است در اتصال به کار ،رود دارای برجستگیهایی است که شکل و اندازه آنها برای هر نوع اتصال از قبل طراحی گردیده است بعد از محکم شدن ،اتصال برجستگیها لهیده شده و فیلری مخصوص اندازه گیری همراه و اشرها ارایه میگردد. که اگر نصاب نتوانست آنرا داخل اتصال نماید ولی فیلر یک سایز کوچکتر وارد آن شد گشتاور لازم اعمال گردیده است. برای هر سایز و گریدی از پیچ فیلرهایی جداگانه طراحی شده است.
کنترل گشتاور هوشمند (Smart bolt method)
دایره ای معمولا قرمز رنگ در مرکز گل پیچ قرار دارد که پس از اعمال نیروی پیش تنیدگی و رسیدن اتصال به گشتاور مورد نیاز تغییر رنگ داده و نصاب را متوجه میسازد.
پیش تنیده کردن ،اتصالات دارای مزایایی مانند توزیع یکنواخت نیرو جلوگیری از لقی (Loosening) و کاهش نیروهای برشی بوده که از طریق فرمول زیر به دست می آید.
Fp = 0.7 fub. As
در این رابطه:
Fp = نیروی پیش تنیدگی
fub = عدد اول گرید کلاس مقاومتی ضربدر ۱۰۰، و
As = سطح مقطع تنش
گشتاور حاصله در اتصال ازفرمول زیر به دست می آید:
T=KDF
در این رابطه:
K : در سیستم متریک ضریبی است بین 0.1 تا 0.3 که به عواملی مانند دما و شرایط رزوه بستگی دارد.
D:قطر بزرگ پیچ است.
F: معرف Preload یا همان (Prestress x Stress area (A میباشد.
باید توجه داشت که وقتی اندازه گل پیچ با مهره برابر است. فرقی نمیکند که به پیچ گشتاور اعمال شود یا به مهره؛ ولی اگر قطری برابر نداشته باشند در صورتی که مهره از نوع فلنجی باشد. (یعنی قطر آن بیشتر از گل پیچ باشد) اگر طراح توصیه کند که به مهره اعمال شود و ما بجای آن پیچ را محکم ،نماییم بار اضافی وارد نموده و با توجه به اینکه نیمی از نیروی گشتاور صرف غلبه بر اصطکاک میشود.
اتصال را بیش از حد محکم نموده ایم و اگر در طراحی توصیه شده باشد که گشتاور به گل پیچ اعمال شود و بجای آن به مهره اعمال ،کنیم اتصال به اندازه لازم محکم نخواهد شد. از طرفی خاصیت اتساعی مهره به علت عمل گوهای رزوه ها می تواند در هرز شدن دندانه ها موثر بوده و با اعمال گشتاور به مهره شرایط کچلی رزوه ها را فراهم آورد در نوعی از پیچ که در دهه گذشته به کار گرفته شده (Tension Control) گشتاور لازم برای پیش تنیدگی از طریق آچاری مخصوص به مهره اعمال می گردد.
در واقع زائده ای در انتهای پیچ قرار دارد که پس از ثابت شدن ،مهره در خلاف جهت ساعت چرخیده میشود و بدون اینکه تنشهای برشی در اتصال اعمال ،کند پیچ نسبت به بارهای Torsional مقاوم می گردد.
شکل زیر شمایی از TC Bolt را نشان میدهد.

مزایا و معایب TC Boltها
برخی از مزایای پیچ های Tension Control
- نصب سریع و ،ایمن
- نصب یکنفره و راحت
- اعمال نیرو به طور یکنواخت
- استحکام و چقرمگی (Ductility) زیاد،
- وزن کم
- شکست کم به دلیل عدم تعریف تنشهای جهت دار
- مقاوم در برابر نیروهای Shear-Tension و…
- مقاوم به لرزش و بی نیاز به مهره قفل کننده
برخی از معایب TC Boltها:
- نیاز به آچار مخصوص
- نیاز به تمیز کاری اتصال جهت دسترسی آچار
- محدودیت در پوشش دهی گالوانیزه و…
- ممنوعیت روانکاری پیچ در سایت
پس از محکم کردن پیچ و مهره برای جلوگیری از هرز شدن و کچلی رزوه ها باید تمام ارتفاع رزوه های مهره با پیچ درگیر بوده و حداقل یک دندانه از رزوه های پیچ از مهره بیرون زده باشد.